
全国服务热线
0516-61994922 13305201772
全国服务热线
0516-61994922 13305201772

电 话:13305201772
邮 箱:sanyuantop@163.com
网 址:sanyuan-electric.com
地 址:徐州市金山桥开发区工业园
配料皮带秤系统操作步骤是什么?跟着正规 工业电子皮带秤的小编来了解一下吧。现场操作箱就地,手动调速,作为单机校验和检修时启停,操作箱手动启机后用手动调速旋钮进行调速。现场操作箱远程,自动调速,配电室机柜旋钮打到机柜位,作为配电室机柜按钮对整机的启停(半自动),选中所需配料的给料机进行配料。正规 工业电子皮带秤了解到现场操作箱远程,自动调速,配电室旋钮打到计算机位,作为集控室上位机对整机的启停(全自动)。

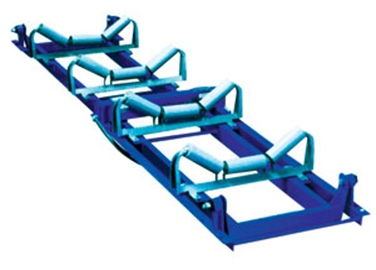
称重托辊的选择和安装,皮带秤称重托辊的径向跳动,承重高度的公差和槽角应在国家标准允许的范围内,称重托辊的槽角应小于35°,槽型角过大,势必会引起托辊的不同心度,会使皮带的柔韧性变差。正规 工业电子皮带秤了解到称重区域中的内托锟应比两侧的其他辊子高约6mm,并且纵向中心线应与输送机框架的悬挂辊子的中心线重合并且平行于输送机的纵向。上述就是丹东 工业电子皮带秤供应商简述的其中注意事项。

操作过程是什么,跟着丹东 工业电子皮带秤供应商来看看吧。各设备按要求安装完毕,要经过盘车,确证各转动部件运转灵,无卡住现象后才能试车。在现场各设备应进行2-4小时的空载试车和5-6小时的负荷试车,在空载和负荷试车正常后,可按手动控制和自动控制的方式选择操作。正规 工业电子皮带秤了解到手动控制方式程序:手动/自动选择开关打向“手动”,则各控制回路的启动与停止由现场控制盒的各路按钮来控制,除正反转互为联锁外,各控制回路之间是相互独立的,在控制上没有任何逻辑关系。
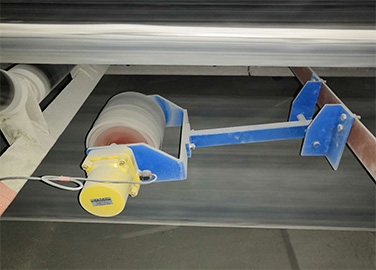
徐州三原自动化称重事业部(徐州三元皮带秤服务部)安装调试技术人员均采用“六线制”,同时也减少现场安装调试的工作量。因该皮带宽度为500mm用单线将秤架称重托辊调整在与输送托辊同一水平线上,调整好秤架的纵横向限位装置,让秤架处于自由状态不受任何应力的影响。正规 工业电子皮带秤认为皮带张力拉紧装置的调整控制皮带挠度的下垂量至关重要,它是属于系统调整,而称重托辊的调整则是局部调整。该皮带输送机具有螺旋式张力拉紧装置,将皮带挠度调整在允差范围内,同时也解决了皮带跑偏的现象。增加了4根立柱及支撑加固皮带输送机解决震动问题,正确地完成称重传感器和速度传感器的接线,皮带周长用卷尺实际测量,皮带速度测量三次求平均值,准确地设置参数,安装调试工作结束。综合分析徐州三原自动化称重事业部认为:将称重托辊调高的目的是让其托辊更好地接触皮带,改变皮带初始状态,形成了“零点迁移”。正规 工业电子皮带秤了解到当皮带载有一定物料是,皮带就恢复到初始状态称重,利用了作用力与反作用力的原理,也就是相同于称重区域托辊在秤架受力50%时处于一直线的说法。

